











一、不用同批次鋸條
如果前期鋸床使用時一切正常,而偏偏更換鋸條而導致的鋸斜,那么的可能問題就是出在鋸條上,一般的主要是鋸條質量因素影響比較大,更多有關鋸條的問題,我們將陸續發表。這種情況下一般可以通過更換帶鋸條的方法進行確認,也就是更換上不同批次的帶鋸條進行切削。
確認帶鋸條的規格是否與之前完全一致。比如齒型、齒距、寬度、厚度等如果排除鋸條的因素后,那么接下來就要考慮鋸切參數的因素了。比如鋸條張緊力、進給量等因素,鋸齒齒刃上,因為齒刃是決定切削好壞的關鍵。
二、檢查鋸條是否磨鈍
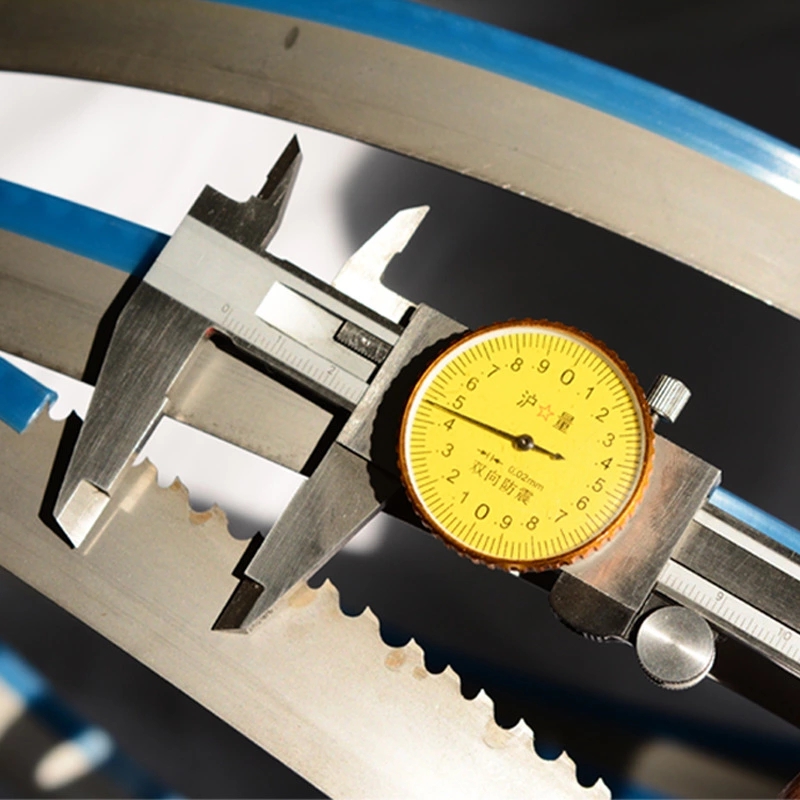
鋸帶出現鋸斜之后,操作人員應立即把它拆卸下來看帶鋸條的齒尖,本來新鋸帶的每個切削刀刃像鋒利的小鏟子,可這時你會看到有一側齒刃發白發亮,用放大鏡看有一側磨鈍了,鋸切時就出現偏斜了。常見都是外側磨鈍的,原因是夾裝不好,導致帶鋸條沒有進入垂直狀態,吃力的一側(多是外側)受到損傷。
三、鋸床是否到了保養期
畢竟鋸床的配件也是有壽命的,誰也不知道它到底什么時候出現問題,關于鋸床鋸切切不正的因素,只要查看以下設備配件即可,由于液壓系統出現泄漏、調速閥失控、帶鋸床傾斜等原因造成鋸架不夠平穩下降,出現鋸條抖動切削,造成鋸斜;如果鋸床兩個導向臂間距過大、鋸條張力不夠、導向塊有磨損及鋸條夾裝不好,都會直接影響到鋸切質量,進而導致工件鋸斜現象的發生。
四、操作人員的原因在此講一下因操作不良導致的鋸斜。因操作造成鋸斜的比例占到90%以上,典型的表現是:安裝上新的帶鋸條,不做任何檢查、調整,更不進行新帶鋸條的初期磨合,便進行高速切割。由于切割進給量比較大,鋸齒處在極限的切割狀態,在這種情況下,由于新鋸條齒刃十分鋒利,還帶有加工時的毛刺和微小允差。新鋸條不慢速跑合修正,齒刃就會過早磨損或單側磨損,分齒量被損壞,新鋸條于是出現鋸斜,甚至出現崩齒現象。正確的操作應該是:帶鋸條張緊后,測量帶鋸條的垂直精度,把導向臂調至距離工件約1公分左右的距離,(這樣做即可避免鋸斜,又可減輕帶鋸條的扭曲程度,延長帶鋸條壽命。)并將導向塊鎖緊好。鋸切時,當鋸齒接觸到工件時,一定要慢慢給進(進行初期磨合階段),確保鋸齒不會受到過大的俯沖切割力量,使得帶鋸條通過磨合期,便可以正常切割了。
